Đặc điểm cơ bản của ngành đúc vỏ mỏng
Đúc khuôn vỏ mỏng là phương pháp chế tạo sản phẩm bằng cách rót kim loại nóng chảy vào khuôn vỏ mỏng, sau khi kim loại đông rắn ta thu được vật đúc có hình dáng giống khuôn đúc.
Ngành đúc vỏ mỏng có thể gia công nhiều loại vật liệu khác nhau: Thép, gang, hợp kim màu… Có khối lượng từ 1 vài gam đến vài trăm tấn. Có khả năng tạo được các chi tiết có khối lượng lớn mà các phương pháp gia công khác không thực hiện được.
Tổng quan về ngành đúc kim loại
Ngành đúc kim loại đang được phát triển rất mạnh và được sử dụng rất rộng rãi trong các ngành công nghiệp. Khối lượng vật đúc trung bình chiếm khoảng 40% đến 80% tổng khối lượng máy móc.
Trong ngành cơ khí khối lượng vật đúc chiếm đến 80% mà giá thành chỉ chiếm có 20% đến 25%. Vật đúc các loại trong xe hơi và xe tải hạng nhẹ vào khoảng 31%. Các lĩnh vực khác bao gồm xây dựng, khai khoáng và dầu khí khoảng 6%, đường ống và khớp nối 15%, máy bơm và nén khí 3%, đô thị 3%, đường sắt 6%, máy nông nghiệp 6%, van 5%, động cơ đốt trong 5%,… Đúc trong khuôn vỏ mỏng là dạng đúc trong khuôn cát nhưng thành khuôn mỏng chừng 6 – 8mm.

Ngành đúc vỏ mỏng đang phát triển nhanh tại Việt Nam.
Ngành đúc vỏ mỏng có những đặc điểm gì?
- Đúc khuôn vỏ mỏng có thể đúc được gang, thép, kim loại màu (như khuôn cát), khối lượng vật đúc đến 100kg, độ chính xác đạt cấp II, III. Độ bóng đạt Rz từ 2.5 đến 20 micro mét.
- Khuôn vỏ mỏng là khuôn khô, nhẵn bóng, thông khí tốt, truyền nhiệt kém, không hút nước và bền. Cho phép nhận được vật đúc ít rỗ, xốp, nứt và những khuyết tật khác. Đồng thời giảm được hao phí kim loại cho hệ thống rót vì không cần hệ thống rót lớn như trong khuôn cát.
- Tính truyền nhiệt của khuôn vỏ mỏng kém nên khi đúc gang không bị hóa trắng. Nhiệt độ rót có thể nhỏ hơn trong khuôn cát chừng 20 – 300C.
- Ngành đúc vỏ mỏng giúp đơn giản hóa quá trình dở khuôn và làm sạch sản phẩm đúc.
- Quá trình chế tạo khuôn vỏ mỏng dễ cơ khí hóa và tự động hóa.
- Hỗn hợp khuôn vỏ mỏng bao gồm bột cát thạch anh ( Hàm lượng SiO2 > 97%, Oxyt Fe < 0.5%, Tạp chất có hại <1%, bùn <1%.
- Cát nên dùng loại hạt mịn và không đồng đều để nâng cao độ bóng và độ bền vỏ khuôn, nên dùng hạt cát cỡ 0.06 – 0.15 mm) với 4 – 6% Punvebakêlit (Punvebakêlit là hỗn hợp của Fênôn và Urêtrôpin, nó dễ đông đặc, dễ nhào trộn với cát, cất giữ thuận lợi nhưng đắt và hiếm).
- Hỗn hợp khuôn cát và Punvêkakêlit có đặc tính là ở nhiệt độ 200 2500C phần tử Fênôn chảy ra và có khả năng dính kết các hạt cát với nhau, tự hoá cứng tạo nên hỗn hợp khuôn có độ bền khoảng 20 – 50 N/cm2. Sau khi đã hoá cứng, nó không có khả năng chảy ra nữa mặc dù nung nóng đến nhiệt độ cao hơn 2500C.
Công nghệ đúc kim loại trong khuôn vỏ mỏng
Quy trình đúc kim loại trong khuôn vỏ mỏng:
- Ghép mẫu vào tấm mẫu: dùng mẫu bằng kim loại kẹp chặt trên tấm mẫu bằng thép hoặc gang xám, làm sạch mẫu và tấm mẫu rồi phun lên trên một lớp cách mẫu bằng dầu Mazut.
- Nung nóng mẫu và tấm mẫu đến nhiệt độ 220 – 2500C.
- Lấy mẫu và tấm mẫu ra khỏi lò, quay đi 1800 rồi kẹp chặt với thùng chứa hỗn hợp làm khuôn.
- Quay thùng chứa hỗn hợp khuôn cùng với mẫu và tấm mẫu 1800, nguyên liệu tạo khuôn vỏ mỏng sẽ đè lên mẫu và tấm mẫu. Chờ mẫu và tấm mẫu nóng nên làm các phần tử Fênôn chảy ra và liên kết các hạt cát với nhau. Giữ ở vị trí đó trong khoảng 12-20 giây, ta sẽ được chiều dày lớp khuôn khoảng 6-8mm.
- Quay thùng chứa hỗn hợp khuôn cùng với tấm mẫu trở về vị trí ban đầu.
- Lấy tấm mẫu, mẫu cùng với lớp khuôn vỏ mỏng đem sấy ở nhiệt độ 350 3700C trong 1 + 2 phút để làm chảy đều những phần tử punvebakêlit còn sót lại, làm dính kết đều các hạt cát, nâng cao độ bền cho khuôn.
- Tách khuôn vỏ mỏng khỏi mẫu và tấm mẫu.
- Làm một nửa khuôn kia cũng theo trình tự trên.
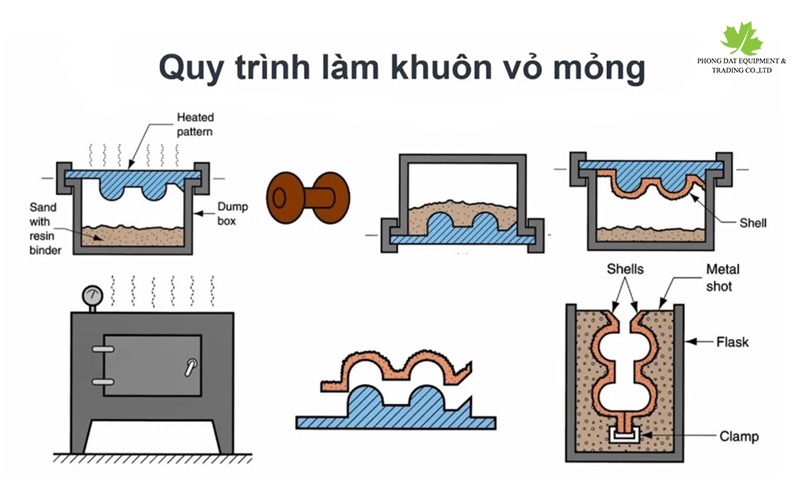
Quy trình làm khuôn vỏ mỏng
Lưu ý
Quá trình làm lõi cũng tương tự như quá trình tạo khuôn vỏ mỏng nhưng làm trên máy thổi cát. Sau đó tiến hành lắp khuôn, lõi: ghép hai nửa khuôn bằng cách dán hoặc kẹp.
Để tăng độ bền cho khuôn mẫu chảy nhất là khi đúc những chi tiết lớn, sau khi kẹp các nửa khuôn với nhau, đặt khuôn vỏ mỏng vào hòm khuôn và làm khuôn cát bao bọc xung quanh hoặc kẹp thêm bằng một khung kim loại. Cuối cùng đem rót kim loại vào khuôn, dỡ khuôn và thu nhận vật đúc.
—————————————————————
CÔNG TY TNHH THIẾT BỊ & THƯƠNG MẠI PHONG ĐẠT
Văn phòng Trụ sở: 175/51 PHÓ CƠ ĐIỀU, PHƯỜNG 06, QUẬN 11, TP.HCM.
Địa chỉ Kho: 94/15 Đường Bình Chuẩn 31, KP. Bình Phước A, P. Bình Chuẩn, TP. Thuận An, Tỉnh Bình Dương.
Tel: (+84) 0913.772.019 – 0906.841.474
Website: https://thietbiphongdat.com – Fanpage: Thiết bị phong đạt
Theo Thietbiphongdat








- Loại cá rẻ hơn cá hồi, là kho DHA nhưng nhiều người bỏ qua
- Chuyên gia chia sẻ cách bảo quản thực phẩm trong tủ lạnh an toàn, giữ lại giá trị dinh dưỡng
- Bé 3 tuổi ng.ộ đ.ộ.c chì nặng, tiên lượng xấu do dùng thuốc nam không rõ nguồn gốc
- Bé 4 tuổi t.ử v.ong do ăn trứng sai cách, người Việt cần bỏ ngay thói quen luộc trứng theo cách này
- Đột phá mới: Có thể phát hiện ung thư nguy hiểm trong vài phút
- 6 cách tẩy bay mọi vết bẩn trên nệm
- 6 loại rau xanh giúp cho trái tim khỏe mạnh
- 4 dấu hiệu cảnh báo bạn không nhận đủ chất xơ trong chế độ ăn uống
- Phát tán video 'nhạy cảm' khi người yêu cũ có người yêu mới: Hành vi đê hèn
- 3 học sinh dựng hiện trường t.ự t.ử khiến nhiều lực lượng mò dưới kênh suốt nhiều giờ
- Chuyện lạ ở Lâm Đồng: 3 chị em ruột cưới cùng 1 ngày, tất cả cùng đến hôn trường tiệc cưới
- Vật Liệu Chịu Lửa Phong Đạt - Bột Mullite 200M
- Những loại vật liệu làm khuôn đúc kim loại không thể thiếu trong ngành đúc
- Nhân viên hàng không sử dụng ma tuý bị cấm hành nghề trong 5 năm
- Thuê người đóng giả cha, mẹ, họ hàng làm đám cưới, 'nổ' con nhà giàu để lừa gia đình chồng 2,4 tỉ đồng
- Tin sáng 7/8: Người thân Hoa hậu Ý Nhi bị "tấn công"; khu chung cư náo loạn vì người dân đốt vàng mã
- Nước cuồn cuộn đổ về, hàng loạt hồ thủy điện vừa hết 'khát' đã phải xả lũ
- Sau cú đâm trực diện, người đi xe máy văng lên nóc ô tô t.ử v.ong
- 7 người chết, thiệt hại nặng do mưa lũ, sạt lở đất
- Ch.ém vợ cũ gần đứt chân, con trai vào can cũng bị chém


- Vụ nữ sinh lớp 11 ở Gia Lai bị đâm t.ử v.o.ng: Lúc gây án mới biết mặt nhau
- TPHCM chỉ đạo nóng sau vụ trẻ mầm non bị tát, ngồi đè lên bụng, nhét đồ ăn
- 3 học sinh dựng hiện trường t.ự t.ử khiến nhiều lực lượng mò dưới kênh suốt nhiều giờ
- Phát tán video 'nhạy cảm' khi người yêu cũ có người yêu mới: Hành vi đê hèn
- 4 dấu hiệu cảnh báo bạn không nhận đủ chất xơ trong chế độ ăn uống
- Tin sáng 25/4: Từ 1/7/2024 nhiều lao động có thể được tăng lương 2 lần; 5 nhóm hành vi sẽ bị CSGT Hà Nội xử lý nghiêm dịp nghỉ lễ
- 6 loại rau xanh giúp cho trái tim khỏe mạnh
- 6 cách tẩy bay mọi vết bẩn trên nệm
- Đột phá mới: Có thể phát hiện ung thư nguy hiểm trong vài phút
- Bé 4 tuổi t.ử v.ong do ăn trứng sai cách, người Việt cần bỏ ngay thói quen luộc trứng theo cách này
- Vụ nữ sinh lớp 11 ở Gia Lai bị đâm t.ử v.o.ng: Lúc gây án mới biết mặt nhau
- TPHCM chỉ đạo nóng sau vụ trẻ mầm non bị tát, ngồi đè lên bụng, nhét đồ ăn
- 3 học sinh dựng hiện trường t.ự t.ử khiến nhiều lực lượng mò dưới kênh suốt nhiều giờ
- Phát tán video 'nhạy cảm' khi người yêu cũ có người yêu mới: Hành vi đê hèn
- 4 dấu hiệu cảnh báo bạn không nhận đủ chất xơ trong chế độ ăn uống
- Tin sáng 25/4: Từ 1/7/2024 nhiều lao động có thể được tăng lương 2 lần; 5 nhóm hành vi sẽ bị CSGT Hà Nội xử lý nghiêm dịp nghỉ lễ
- 6 loại rau xanh giúp cho trái tim khỏe mạnh
- 6 cách tẩy bay mọi vết bẩn trên nệm
- Đột phá mới: Có thể phát hiện ung thư nguy hiểm trong vài phút
- Bé 4 tuổi t.ử v.ong do ăn trứng sai cách, người Việt cần bỏ ngay thói quen luộc trứng theo cách này
Tin hay nên đọc (lựa chọn bởi Google):
|
Tất cả vì người tiêu dùng Việt | Liên hệ | |
Email: [email protected] Website: Bảo vệ người tiêu dùng |
